咨询热线:13798909890

PEEK是一种高性能工程塑料,因其优异的高强度、高刚性、高耐热性、化学稳定性和生物相容性等特点,被广泛应用于医疗、汽车、航空航天、电子、化工等领域。
(一)、高强度方面的应用:
(1)、PEEK材料的拉伸强度达到90MPa,比铝合金高出2倍。因此,PEEK在需要承受高强度的场合中应用广泛,如航空航天、汽车、轨道交通等领域。
(2)、PEEK材料的抗疲劳性能也非常优异,可以在重复载荷下长时间工作,因此在机械结构、轴承、齿轮等高强度领域中也有广泛应用。
(二)、高刚性方面的应用:
(1)、PEEK材料的弯曲弹性模量高达4GPa,比铝合金高出8倍以上。因此,PEEK在需要承受高刚性的场合中应用广泛,如航空航天、汽车、医疗等领域。
(2)、PEEK材料的热变形温度高达316℃,可以在高温环境下保持较好的刚性,因此在高温、高压领域中也有广泛应用。
总体而言,PEEK作为一种高性能工程塑料,具有非常优异的高强度、高刚性特点,被广泛应用于各个领域。在未来,随着科技的不断发展,PEEK材料的应用前景将会更加广阔。
那么,PEEK进行注塑要注意哪些问题呢?
PEEK注塑需考虑的五个因素
1)设备:标准注塑机
第一点为用于PEEK 注塑的设备:PEEK 可以在大多数知名机器供应商提供的标准注塑机上成型。根据您要成型的 PEEK 牌号,注塑机料筒的加工温度将介于 350-400C 之间。大多数标准注塑成型机可以达到上述温度,无需进行重新改造。必要时如果需要进行加热系统改造,通常需要改进注塑系统的加热圈或热电偶/控制器。我们建议您使用陶瓷加热圈,因为其加热一致性更高。此外,还可以考虑使用耐高温的保温材料对料筒进行隔热保温,从而节省能源成本。通用螺杆适用于PEEK注塑。应避免使用铜和铜合金材料(与熔体接触)。所有金属部件应光滑,高度抛光,以很好地避免材料在料筒内局部作过长时间停留而发生材料降解情况。

2)干燥 PEEK 聚合物的重要性
第二点有关干燥 PEEK 聚合物:PEEK 粒料通常应是干燥的,但可吸收大气中的水分。在我们的数据表和注塑成型指南中,我们提供了一些干燥指导。简而言之,我们建议将托盘上的粒料置于常规烘箱中,在 150-160℃ 下干燥 2-3 小时,可以选择持续干燥。请参阅我们的指南以获取更多信息。目的是/应该是将残留水分含量降低至<0.02%。也可以使用除湿或热风干燥机,并且必须能够保持 -40℃ 的露点或饱和温度。
3) 清洁度是关键
第三点是重要要求 :保持清洁!处理 PEEK 时应避免任何污染。正如您将了解的那样,大多数其他聚合物在 PEEK 的加工温度条件下会发生降解,因此必须使用干净的烘箱和送料系统。在开始注塑 PEEK 之前,务必正确有效地清理螺杆和料筒,确保设备干净整洁,无其他材料残留。
回料可能是污染的主要来源,我们建议您使用专用设备,并做好其清理工作,确保PEEK材料在其作业中不受其他材料的污染。请记住:整个注塑环节中的不小心卷入的任何污染物都会导致最终PEEK注塑零件中出现黑点。
4) 产品尽可能使用大尺寸的浇口设计
第四点 :大浇口设计适用于PEEK 注塑。浇口尺寸取决于零件最大壁厚、型腔数量和零件几何形状。PEEK是一种半结晶聚合物,与无定形热塑性塑料相比,具有更高的收缩率。此外,与较低温度的加工聚合物相比,更高的加工温度冷却梯度容易导致更大程度的收缩。尽可能使用大的浇口设计,从而实现更好的补缩效果。在威格斯,有一项通用规则,即浇口为该注塑组件最大截面厚度的 2 / 3厚度 规则。根据您要成型的 PEEK 牌号,未填充PEEK 的浇口最小值为 1mm,填充增强PEEK的浇口最小值为 2mm。通用的注塑件浇口设计种类通样适用于PEEK注塑产品。可以考虑将潜浇式浇口用于薄壁或小部件产品设计中,但此类浇口不大合适于较大壁厚的部件注塑成型,因为此类浇口比较容易提前发生浇口冻结,从而影响厚壁产品的后续补缩效果。
5) 良好的温度控制
第五点至关重要 :对模具进行良好的温度控制。威格斯首席科学家 John Grasmeder曾表示模具温度对于获得可充分利用 PEEK 独特性能的半结晶工件来说至关重要。让我们看看一些充分结晶的和未达到合理结晶度的PEEK成型零件的外观颜色对比。
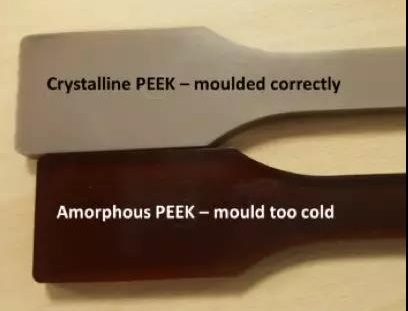
极端拉伸杆中显示的极端情况。
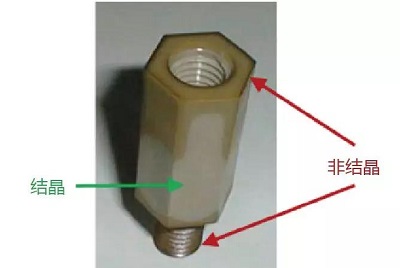
模塑组件显示结晶和非结晶区域。
棕色部分是非结晶 PEEK,米色部分是半结晶 PEEK。为了成功地注塑成型 PEEK 材料,需要将模具温度保持在170-200℃(以避免PEEK材料过快地冷却到非晶态),这取决于所成型的牌号。重要的是要注意,这不仅应该是模具上的设定温度,而且也应该是模具型腔表面上的实际温度。可以使用电加热器以及高温油温机来满足这一高模具温度要求。必须考虑在模具和机台之间使用隔热板,以及为模具包覆隔热材料,以便使整个模具中温度分布均匀。
总之,要成功对 PEEK 注塑成型,需要考虑诸多因素。上述五个因素很好地介绍了 PEEK注塑时的重要方面。
标准成型设备可用于 PEEK 注塑。
在开始成型之前,先干燥 PEEK 粒料。
保持过程清洁 - 任何污染都可能在成型过程中引起问题。
使用大浇口设计, 以保证更好地注塑填充。
控制好模具温度,确保生成半结晶态PEEK 工件。
咨询英国-威格斯 VICTREX PEEK原料价格及物性,请联系英国-威格斯 VICTREX PEEK原料供应商东莞市昊恩塑胶贸易有限公司,提供从材料鉴定、模具设计、成型加工等系列帮助,亦可为客户量身定制各特殊性能的材料,帮助客户提高产品竟争力。服务热线:13798909890。
电 话:13798909890 传 真:0769-87128563
网 址:http://www.hao-en.com/ 邮箱:dai@hao-en.com
地 址:东莞市樟木头镇百果洞社区塑胶原料市场第三期商铺A61号
东莞市昊恩塑胶贸易有限公司 版权所有
电 话:13798909890 传 真:0769-87128563
网 址:http://www.hao-en.com/ 邮箱:dai@hao-en.com
东莞市樟木头镇百果洞社区塑胶原料市场第三期商铺A61号 粤ICP备17076707号 百度统计
昊恩塑胶公司专业从事塑胶材料、Lexan pc 工程塑料、Delrin塑胶原料、sabic的牌号的相关产品值得客户信赖的品牌供应商。

扫描二维码

加个人微信









